
R-PET Pelletizing/ Extrusion Line සඳහා අධෝරක්ත ස්ඵටික වියළනය


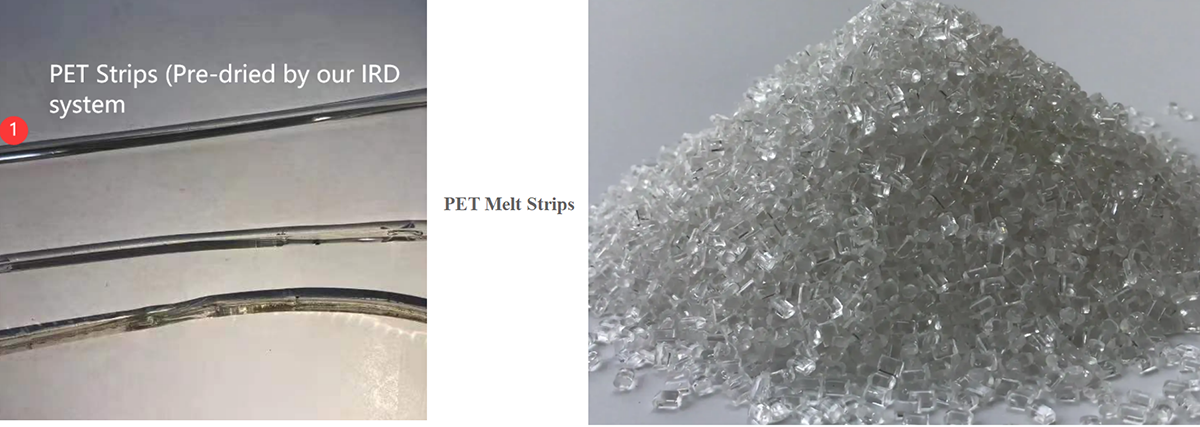
PET පෙති වල අධෝරක්ත කිරණ පූර්ව වියළීම: PET Extruders හි ප්රතිදානය වැඩි කිරීම සහ ගුණාත්මකභාවය වැඩි දියුණු කිරීම
>>එක්ස්ට්රූඩරයේ ඇති පියලි නැවත සැකසීමෙන් ජල විච්ඡේදනය හේතුවෙන් IV අඩු කරයි i ජලය තිබීම,අපගේ IRD පද්ධතිය සමඟ සමජාතීය වියලීමේ මට්ටමට පෙර වියළීම මෙම අඩු කිරීම සීමා කළ හැක්කේ එබැවිනි. ඊට අමතරව, වියළන කාලය අඩු වීම නිසා දුම්මල කහ පැහැයට හැරෙන්නේ නැත (වියළීමේ කාලය විනාඩි 15-20 ක් පමණි, අවසාන තෙතමනය විය හැක≤ 50ppm, බලශක්ති පරිභෝජනය 80W/KG/H ට වඩා අඩුය), සහ පෙර රත් කරන ලද ද්රව්ය නියත උෂ්ණත්වයේ දී නිස්සාරණයට ඇතුළු වන නිසා නිස්සාරකයේ කැපීම ද අඩු වේ.
>>පළමු පියවරක් ලෙස, PET regrind ස්ඵටිකීකරණය කර IRD තුළ දළ වශයෙන් විනාඩි 15 ක කාලයක් තුළ වියළනු ලැබේ. මෙම ස්ඵටිකීකරණ සහ වියලීමේ ක්රියාවලිය 170˚C ක ද්රව්ය උෂ්ණත්වයක් ලබා ගැනීම සඳහා අධෝරක්ත කිරණ භාවිතයෙන් සෘජු තාපන ක්රියාවලියක් මගින් සාක්ෂාත් කරගනු ලැබේ. මන්දගාමී උණුසුම් වායු පද්ධතිවලට ප්රතිවිරුද්ධව, ඉක්මන් හා සෘජු බලශක්ති ආදානය ස්ථිර ලෙස උච්චාවචනය වන ආදාන තෙතමන අගයන් පරිපූර්ණ ලෙස සමීකරණය කිරීමට පහසුකම් සපයයි - IR විකිරණ පාලන පද්ධතිය තත්පර කිහිපයකින් වෙනස් වූ ක්රියාවලි තත්වයන්ට ප්රතිචාර දැක්වීමට ඉඩ සලසයි. මේ ආකාරයෙන්, IRD ඇතුළත 5,000 සහ 8,000 ppm අතර අගයන් 30-50ppm පමණ අවශේෂ ආර්ද්රතා මට්ටම දක්වා සමජාතීය ලෙස අඩු කරනු ලැබේ.
>>IRD හි ස්ඵටිකීකරණ ක්රියාවලියේ ද්විතියික බලපෑමක් ලෙස, බිම් ද්රව්යයේ තොග ඝනත්වය වැඩි වේ,විශේෂයෙන්ම ඉතා සැහැල්ලු පෙති වල. තුනී බිත්ති සහිත බෝතල් සඳහා ඇති ප්රවණතාවය ප්රතිචක්රීකරණ ද්රව්ය > 0.3 kg/dm³ හි තොග ඝනත්වය ලබා ගැනීම වළක්වන පසුබිමට එරෙහිව මෙම ද්විතියික බලපෑම ඉතා සිත්ගන්නා සුළුය. IRD හි තොග ඝනත්වය 10 සිට 20% දක්වා වැඩි වීමක් ලබා ගත හැක, එය බැලූ බැල්මට නොවැදගත් ලෙස පෙනේ, නමුත් extruder inlet හි ආහාර කාර්ය සාධනය සැලකිය යුතු ලෙස වැඩි දියුණු කරයි - extruder වේගය නොවෙනස්ව පවතින අතර, සැලකිය යුතු ලෙස වැඩිදියුණු වී ඇත. ඉස්කුරුප්පු ඇණ මත කාර්ය සාධනය පිරවීම.

පසු කාලය: අප්රේල්-07-2023